0106 Origine Programme
Vérifier la position de la clé sur 0

Fermer et verrouiller la porte
Mettre les avances à 0
Aller sur tools pour appeler le palpeur

Lancer le cycle avec INPUT
Remonter progressivement l’avance rapide à 80 %

Se rendre sur la page Origine Pièce

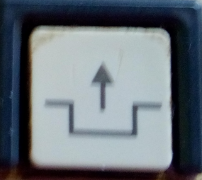
Choisir le type de palpage

Choisir l'axe concerné par le palpage.

ATTENTION : à la mise en service, le G500 est actif au lieu du G54.
Passer en G54 à l'aide de la touche select.
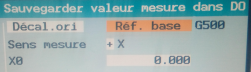
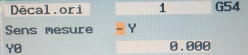
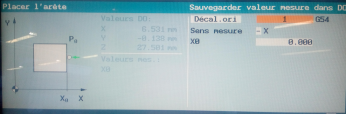
Sélectionner le sens de mesure (contrôler avec l'illustration à gauche).
Attention si utilisation du décalage : le décalage indique la position du palpeur dans l'O.P et non le déplacement que doit effectuer le palpeur pour aller à l'O.P.
En déplacement manuel et avec précaution, amener les 2 aiguilles du palpeur à 0. Faire également attention que ce soit bien la sphère qui porte sur la pièce.
Valider la mesure avec D0.
Vérifier la valeur afficher dans les coordonnées (Par exemple 0, si pas de décalage).

Pour tester l'O.P :
En mode IMD G54 G0 X0 Y0 Z100