1209 Test de l'origine programme
Si l'O.P et les jauges outils sont définies, nous pouvons effectuer un déplacement programmé de manière à venir à une certaine distance de la pièce (50 mm par exemple). Puis vérifier cette distance au réglet. Voir démarche suivante :
Passer en mode IMD

Afficher la page Prog

Taper :
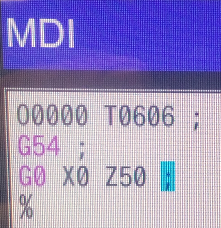
T0606 (appel de l'outil 6 et de son correcteur)
Puis appuyer sur la touche EOB (End Of Block)
G54 (appel des coordonnées de l'O .P)
Puis EOB
G0 X0 Z50 (déplacement rapide jusqu'aux coordonnées entrées)
Puis EOB et touche Input
Tourner la clé n°2 vers la gauche.

Mettre les avances à 0.
Lancer le cycle

Lancer le cycle avec le bouton vert.
Remettre un peu d'avance en surveillant le mouvement.
A la fin du mouvement, contrôler la position au réglet.

Remettre les clés à droite pour pouvoir se déplacer.
