515 Opération de contournage en fraisage sur un tour
Choix de l'outil
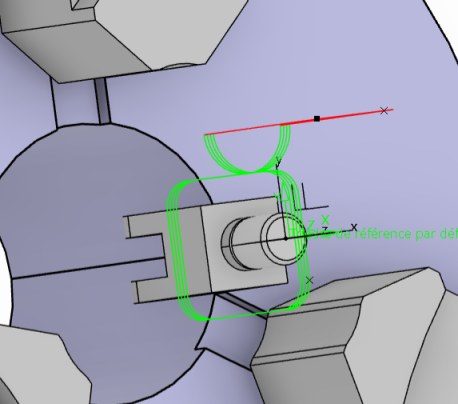
Commencer le fraisage en x>0 ! ! !
Pour les changements de niveau sortir de la pièce (dans la réalité l'outil peut traverser la pièce lors du changement de niveau sans que cela se voit en F.A.O = problème de re-synchronisation entre les axes).
Le contournage va souvent s'effectuer en fraisage en roulant. Les dents ne seront pas en continu dans la matière, générant des chocs. Il vaut donc mieux utiliser un outil avec un nombre de dents plus grand. Les efforts sur l'outil seront radiaux engendrant de la flexion sur l'outil. Un outil de diamètre important semble préférable mais nous ne disposons que de porte outil motorisée ER25. De plus avec un outil de grand diamètre las pas des dents est plus important d'où des chocs. Privilégier un diamètre de fraise de 16, 14 ou 12.
Onglet Géométrie
Paramétrer :
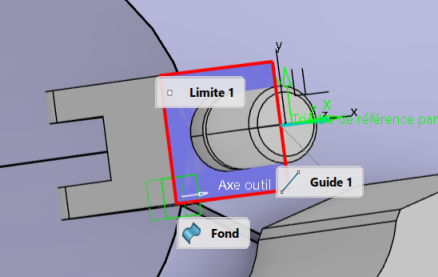
le plan du bas
la courbe guide
côté de la matière
plan du haut
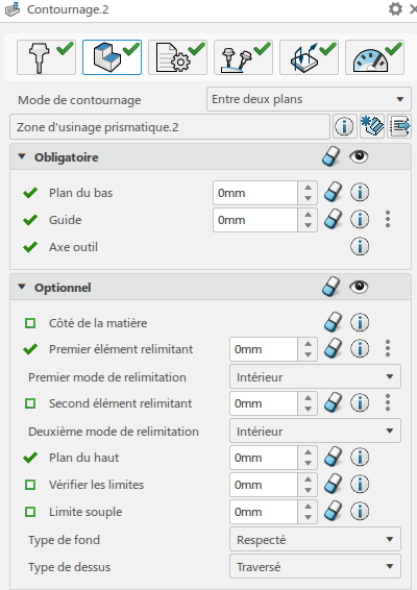
Définir une limite pour que les accès se fassent en x et y >0
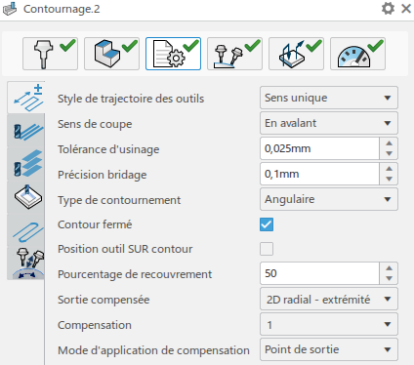
Onglet Stratégie usinage
Paramétrer :
style de trajectoire : sens unique
si le contour est fermé : cocher la case
le recouvrement
sortie compensée : 2Dradial extrémité pour activer la correction d'outil G41
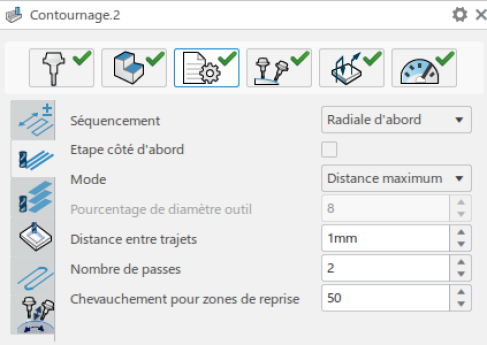
Paramétrer :
distance entre trajet
nombre de passes
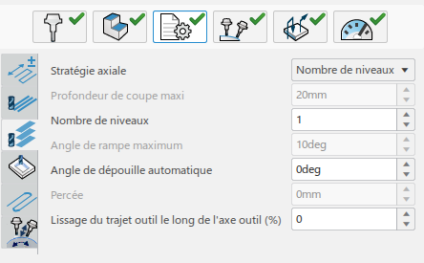
Paramétrer :
le nombre de niveaux
Onglet vitesse :
Diviser la vitesse d'usinage par 2.
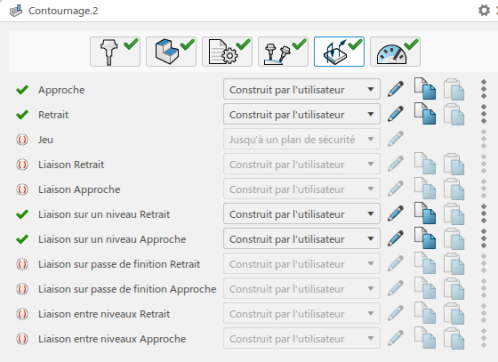
Dans les macros approche ou liaison : ajouter les macros permettant de dégager axialement l'outil de la pièce pour éviter toute collision ?