0405 Origine programme
Faire tourner la broche
Aller sur la page programme
Ne pas faire tourner la pînule trop vite ; en mode IMD, taper M3 Input S500 puis EOB et Insert
Et appuyer sur Départ Cycle

Pour pinuler
Aller sur la page programme
Ne pas faire tourner la pînule trop vite ; en mode IMD, taper M3 Input S500 >EOB

Relever les coordonnées
Afficher les repères

Appuyer au bas de l'écran sur Tous pour pouvoir lire les coordonnées Machine.

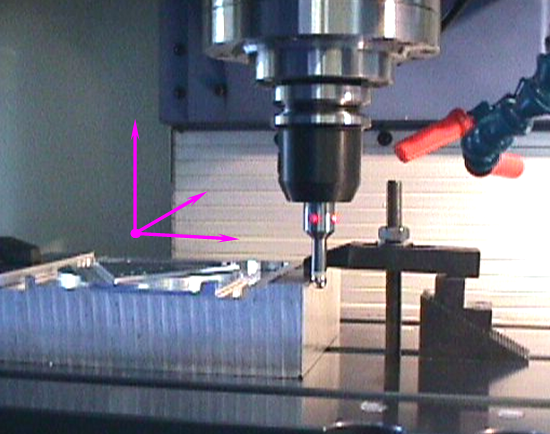
Définition de l'O.P
mode MANIVELLE

Régler l'incrément

Amener le palpeur proche de la pièce sans la toucher.
Passer en mode incréments fins

établir le contact avec la pièce
Passer en Page COMPENSATION

appuyer sur la touche soft [TRAVAIL]
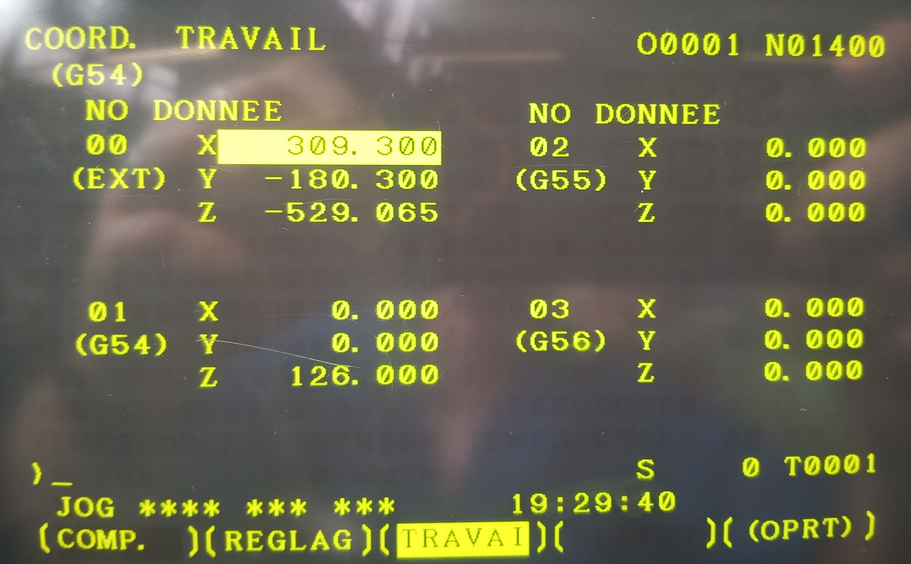
Dans la partie (G54) 00 Ext :
Entrer les coordonnées machines en X et Y.
Vérifier la coordonnée en z ( le z table qui figure sur l’étiquette).
Dans la (G54) 01 :
Entrer en x et y le rayon de la pinule en positif ou négatif.
Entrer en z la hauteur de l’O.P par rapport à la table.
Les coordonnées des 2 (G54) vont s’additionner lors de l’appel du G54 dans le programme.
