611 Contournage sur tour Lynx
Insérer une instruction PP Axe C On pour activer le fraisage
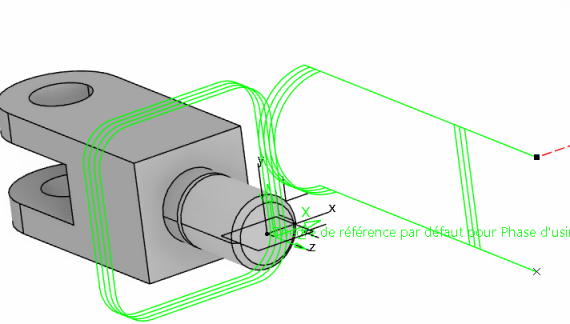
Définir une limite d’entrée de contournage pour que l’approche se fasse en x>0 et y>0 par rapport à l’O.P.
Définir des macros d’approches et retrait en vitesse d’usinage.
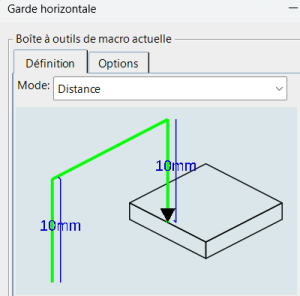
Définir une garde horizontale en vitesse d’usinage avec une distance permettant de sortir de la pièce entre chaque niveau de contournage.
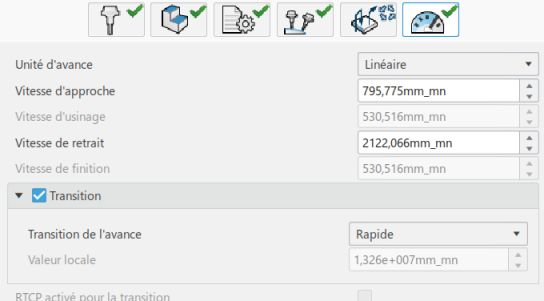
Dans l’onglet Valeurs prédéfinies pour la vitesse, cocher transition et sélectionner rapide (pour l’approche depuis le changement d’outil)
Insérer une instruction PP Axe C Off pour désactiver le fraisage