604 Fraisage circulaire
Lancer l'opération
Dans l'onglet usinage axial, cliquer sur :

Onglet géométrie
Haut du trou :
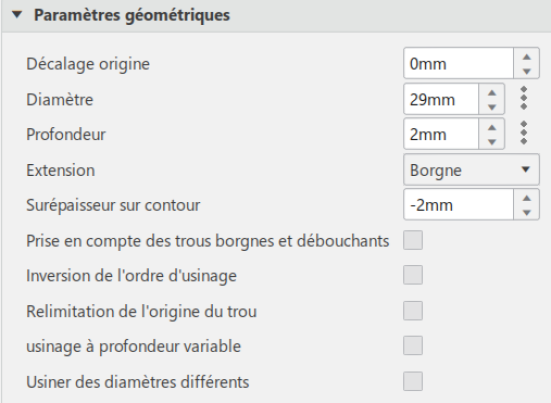
Fond du trou : peut être défini par la géométrie. Mais la profondeur peut-être renseignée manuellement dans paramètres géométriques.
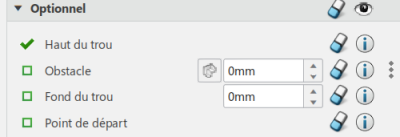
Extension : choisir débouchant ou borgne
Profondeur :
renseignée par la géométrie
ou renseignée manuellement si le fond du trou n'est pas défini. Dans ce cas là choisir Exrension Borne.
Surépaisseur du contour : valeur 0 ou entrer une valeur négative pour faire un trou plus grand.
Onglet stratégie-usinage
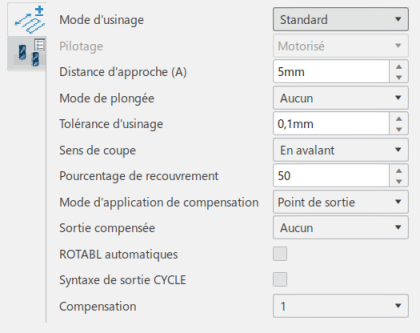
Mode d ’usinage :
Permet de choisir entre fraisage circulaire et hélicoïdal
Distance d'approche
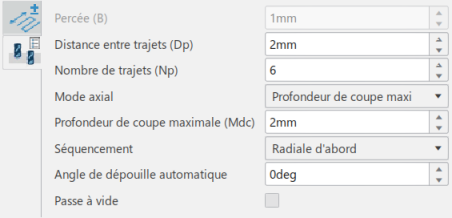
Distance entre trajets : défini la profondeur de coupe radiale
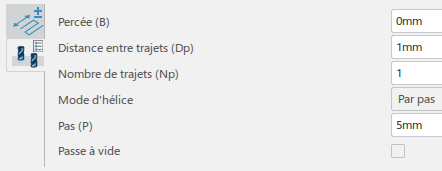
Onglet stratégie - principal
En fraisage circulaire standard :
Distance entre 2 trajets ; défini la profondeur de coupe radiale
En fraisage hélicoïdal :
Mode d’hélice : par pas
Pas : 2 mm max
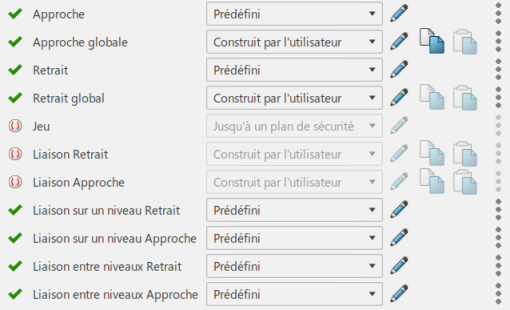
Macros
Approche globale : axial.
Retrait global :
Complément pour la génération du programme
Sur machine avec directeur Fanuc :
Il ’est pas possible de générer des trajectoires hélicoïdales. Il faut des trajectoires au point par point.
pour diminuer la taille du programme, il est conseillé de réduire dans l’opération la tolérance d’usinage à 0,05.
dans la machine : décocher Interpolation hélicoïdale
dans l’opération : décocher Syntaxe sortie de cycle.
lors de la génération du programme dans O.C.N, cocher centre hélice.
Sur machine avec directeur Siemens - à tester :
Il ’est possible de générer des trajectoires hélicoïdales. Ligne de code G3 X-- Y-- Turn valeur du pas de l’hélice
dans la machine : cocher Interpolation hélicoïdale
dans l’opération : cocher Syntaxe sortie de cycle.