4 Correction de rayon d'outil (G41, G42)
Cas du tournage :
En tournage, ce point est l'intersection entre les 2 tangentes au rayon du bec de l'outil.
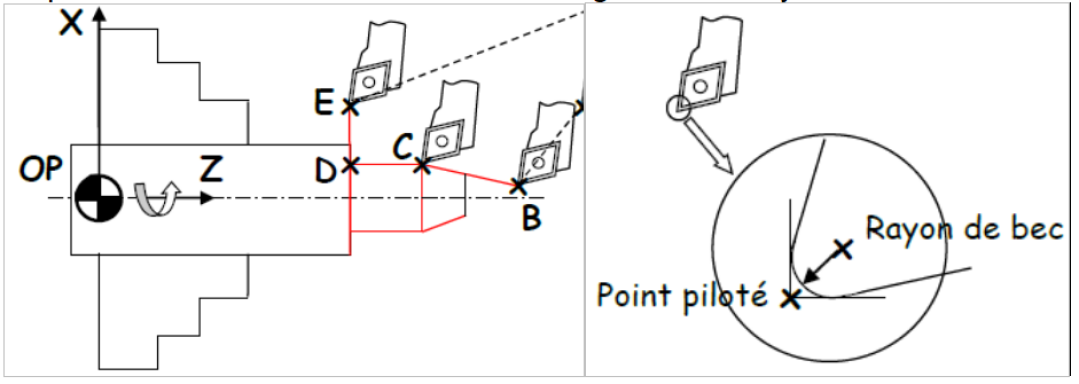
Sans correction de profil
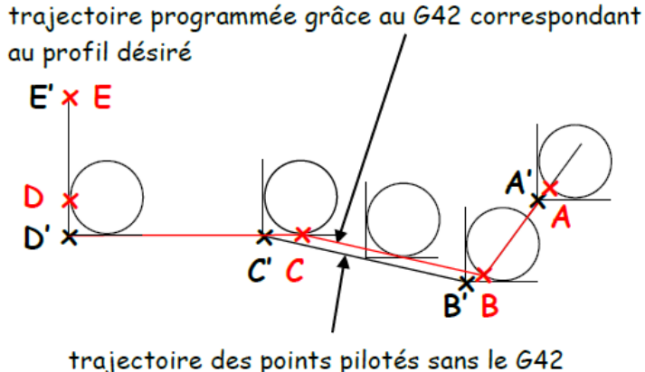
Lors de l'usinage d'un contour (autre que chariotage ou dressage), le point générateur se déplace sur bec de l'outil. Le profil généré n'est plus celui désiré.
En fraisage
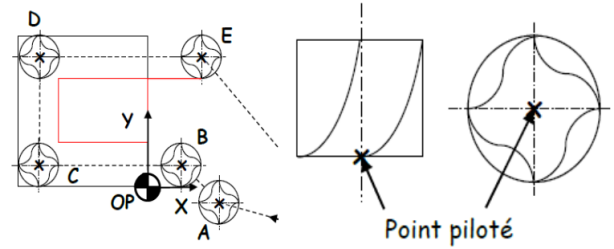
En fraisage, ce point est le centre de la fraise (en fond de fraise).

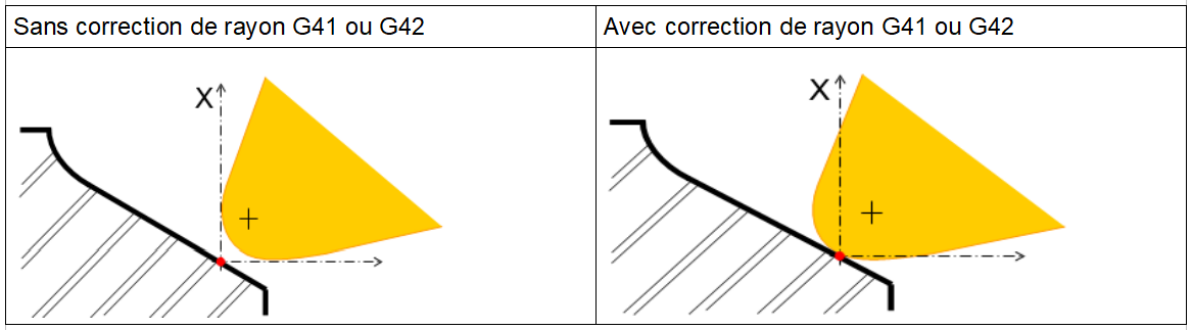
Fonction G41 et G42
Remarque importante :
L'utilisation d'une fonction G41 ou G42 nécessite un bloc avec un point d'approche (avant la matière pour valider le correcteur de rayon de bec d'outil).
